400-655-9906400-655-9906
400-655-9906400-655-9906

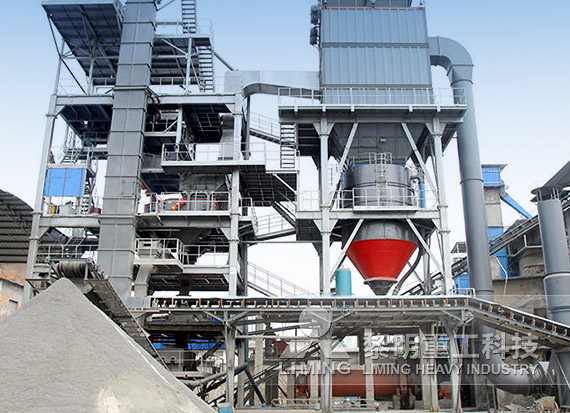
石膏超压雷蒙磨粉机轴承在运转中无法直接观察,但通过噪音、振动、温度、润滑剂的消耗等状况可以察觉石膏超压雷蒙磨粉机轴承异常。应及时检查分析故障原因,避免更大的损失。本文分享雷蒙磨粉机轴承损伤的代表案例。咨询热线:18621681742

部分缺口有裂纹。
原因:主机的冲击负荷过大,主轴与石膏超压雷蒙磨粉机轴承配合过盈量大;也有较大的剥离摩擦引起裂纹;安装时精度不良;使用不当(用铜锤、卡入大异物)和摩擦裂纹。
解决措施:应检查使用条件,同时设定适当过盈及检查材质,改善安装及使用方法,检查润滑剂以防止摩擦裂纹。
滚道表面金属剥离,运转面剥离。剥离后呈明显凹凸状。
原因:石膏超压雷蒙磨粉机轴承滚动体和内、外圈滚道面上均承受周期性脉动载荷作用,产生周期变化的接触应力。当应力循环次数达到一定数值后,在滚动体或内、外圈滚道工作面上产生疲劳剥离。
如果石膏超压雷蒙磨粉机轴承的负荷过大,会使这种疲劳加剧。另外,石膏超压雷蒙磨粉机轴承安装不正、轴弯曲也会产生滚道剥离现象。
解决措施:应重新研究使用条件和选择石膏超压雷蒙磨粉机轴承及游隙,并检查轴和石膏超压雷蒙磨粉机轴承箱的加工精度、安装方法、润滑剂及润滑方法。
烧伤。石膏超压雷蒙磨粉机轴承发热变色,进而烧伤不能旋转。
原因:一般是润滑不足,润滑油质量不符合要求或变质,以及石膏超压雷蒙磨粉机轴承装配过紧等。另外游隙过小和负荷过大(预压大),滚子偏斜。
解决措施:选择适当的游隙(或增大游隙),要检查润滑剂的种类,确保注入量,检查使用条件,以防定位误差,改善石膏超压雷蒙磨粉机轴承组装方法。
生锈腐蚀。表面局部或全部生锈,滚动体变线条状生锈。
原因:保管状态不良,包装不当,防锈剂不足,水分酸溶剂等侵入,直接用手拿石膏超压雷蒙磨粉机轴承。
解决措施:要防止保管中生锈,定期不定期重新进行涂油包装,强化密封性能,定期检查润滑油,对油质不合格或变质的要及时更换,要正确的使用石膏超压雷蒙磨粉机轴承。
石膏超压雷蒙磨粉机轴承压痕。损伤状态:咬入了金属小粉末,异物等的时候,在滚道面或转动面上产生的凹痕。由于安装时受到冲击,在滚动体的间距间隔上形成了凹面(布氏硬度压痕)。
原因:金属粉末等的异物咬入。组装时或运输过程中受到的冲击载荷过大。
解决措施:冲击轴套。改善密封装置。过滤润滑油。改善组装及使用方法。
石膏超压雷蒙磨粉机轴承磨损。损伤状态:所谓磨损是由于摩擦而造成滚道面或滚动面,滚子端面,轴环面及保持架的凹面等磨损。
原因:异物侵入;生锈电蚀引起的发展;润滑不良;由于滚动体的不规则运动而造成的打滑。
解决措施:改善密封装置;清洗石膏超压雷蒙磨粉机轴承箱;充分过滤润滑油;检查润滑剂及润滑方法。
石膏超压雷蒙磨粉机轴承假性布氏压痕。损伤状态:在微振期间,滚动体和滚道轮的接触部分由于振动和摇动造成磨损有所发展,产生累似布氏压痕的印痕。
原因:在运输过程中,石膏超压雷蒙磨粉机轴承在停转时的振动和摆动。振幅小的摆动运动。润滑不良。
解决措施:运输过程中要对轴和石膏超压雷蒙磨粉机轴承箱加以固定。运输时对内圈和外圈要分开包装。加上预压减轻振动。使用适当的润滑剂。
石膏超压雷蒙磨粉机轴承烧伤。损伤状态:滚道轮、滚动体以及保持架在旋转中急剧发热直至变色、软化、熔敷和破损。
原因:润滑不良。过大载荷(预压过大)。转速过大。游隙过小。水、异物的侵入。轴、石膏超压雷蒙磨粉机轴承箱的精度不良、轴的挠度大。
解决措施:研究润滑剂及润滑方法。纠正石膏超压雷蒙磨粉机轴承的选择。研究配合、石膏超压雷蒙磨粉机轴承间隙和预压。改善密封装置。检查轴和石膏超压雷蒙磨粉机轴承箱的精度。改善安装方法。